原创 电线电缆厂废水处理案例|电线厂废气处理方法|电缆厂粉尘怎么处理






电线电缆厂废水、废气、粉尘综合治理全解析
一、来源、特点及危害
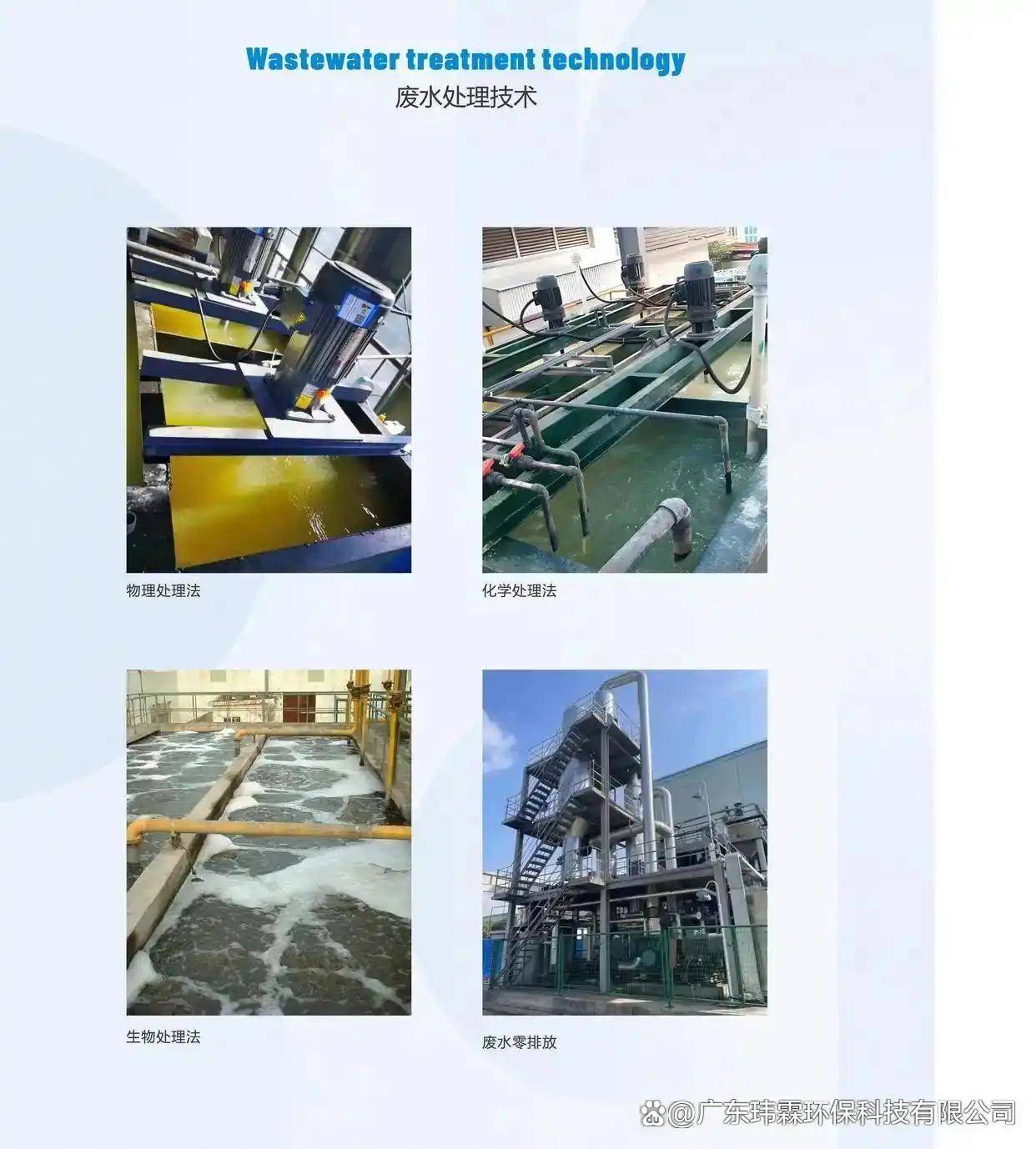
废水来源与特点
电线电缆厂废水主要来源于设备清洗、冷却水循环以及生产过程中的废液排放。设备清洗废水含有大量悬浮物、油脂和有机物;冷却水在循环使用过程中积累杂质和有机物;生产废液则含有重金属离子和其他有害物质。这些废水若未经处理直接排放,将对水体造成严重污染,影响水生生态系统,甚至通过食物链危害人体健康。
废气来源与特点
电缆生产过程中产生的废气主要来源于挤塑工序(释放挥发性有机化合物VOCs)、硫化工序(产生含硫化合物)、浸涂工序(绝缘漆固化挥发有机物)以及铜杆生产(产生金属氧化物粉尘)。废气成分复杂多样,可分为有机污染物(苯系物、酮类、酯类、醇类、非甲烷总烃)和无机污染物(硫化氢、氨气、氮氧化物、氟化物、氯化物)。不同电缆类型产生的废气特性差异显著:PVC电缆生产主要产生氯化氢和增塑剂挥发物;交联聚乙烯电缆会产生甲醛和甲酸;橡胶电缆则以硫化物和有机胺类为主。这些废气具有刺激性气味,部分为有毒有害物质,对人体健康和环境构成威胁。
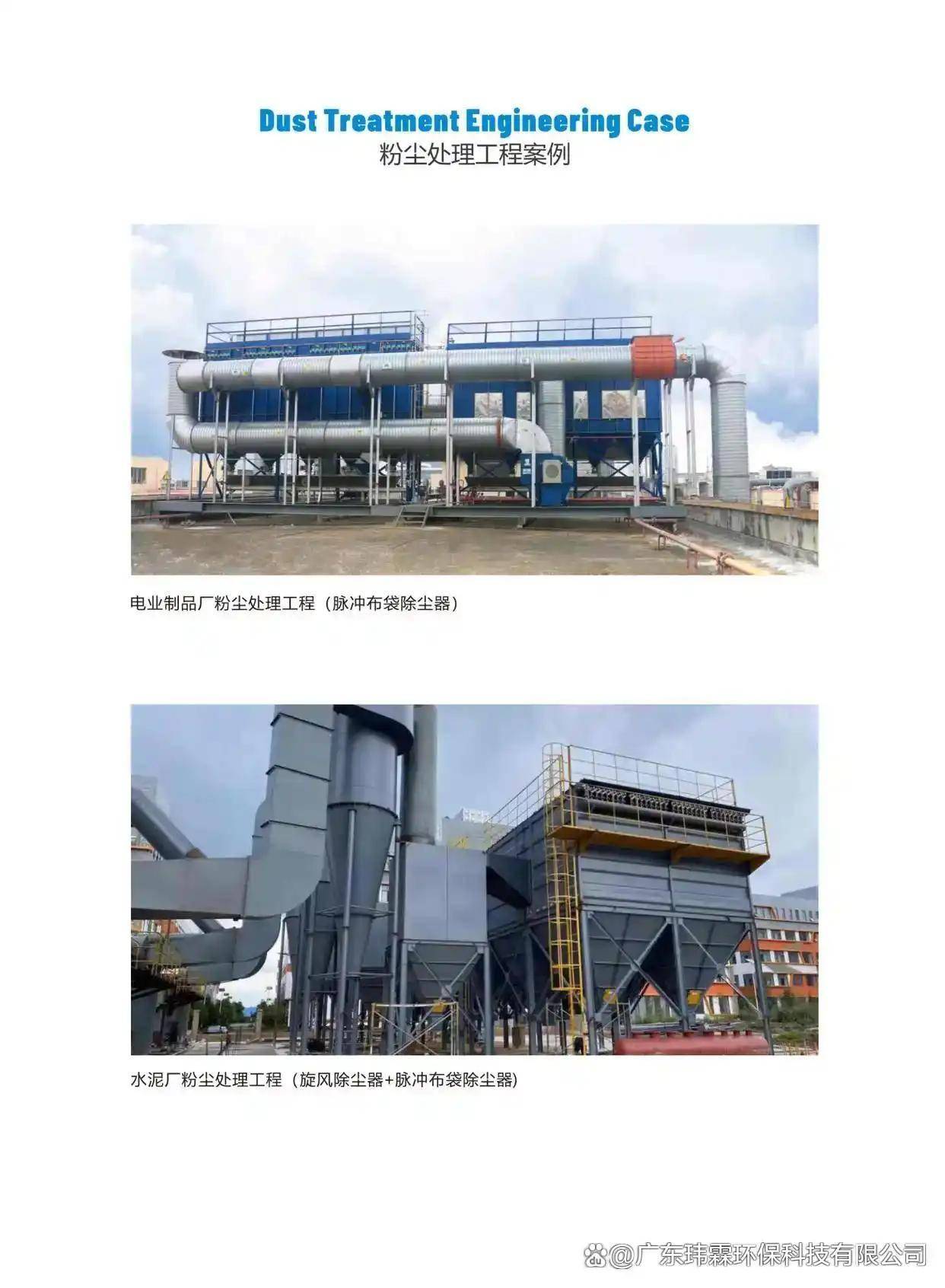
粉尘来源与特点
粉尘主要来源于铜杆生产(铜尘和其他金属氧化物粉尘)以及挤塑、混橡工序(未完全塑化的塑料粉尘和橡胶粉尘)。粉尘颗粒大小不一,包含重金属成分,若未经处理直接排放,不仅影响空气质量,还可能对土壤和水源造成重金属污染,长期暴露还可能导致呼吸系统疾病。
二、难点及针对性解决方案
电线电缆厂废气、废水、粉尘处理面临的主要难点包括:废气成分复杂、浓度波动大、含腐蚀性成分、处理工艺需兼顾效率与成本、部分废气温度高等。针对这些难点,行业已形成系统化的解决方案。
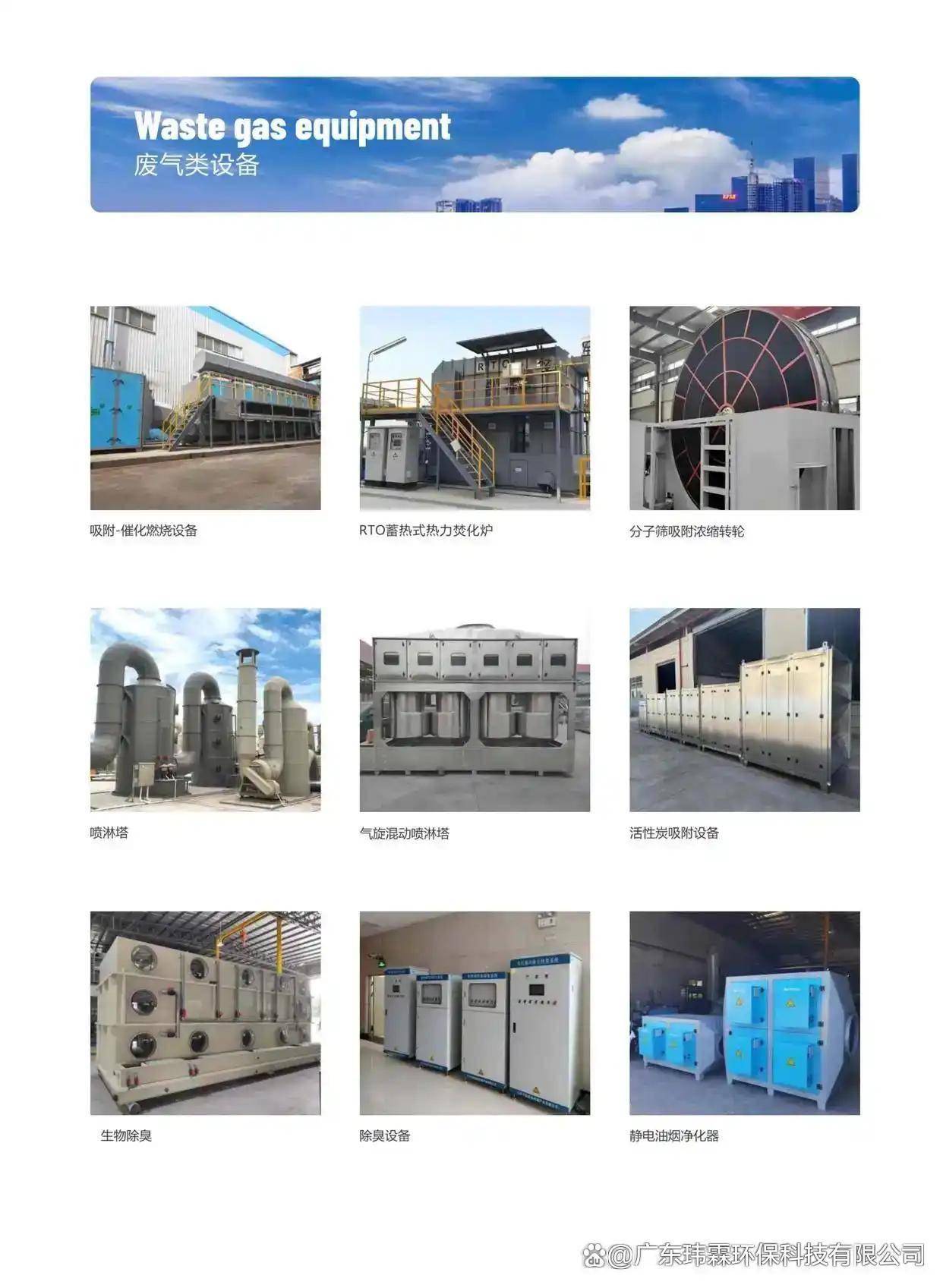
废气处理难点与解决方案:
难点:含腐蚀性成分废气(如氯化氢、氟化物)处理解决方案:采用碱洗塔预处理去除酸性气体,配合耐腐蚀材料设计的设备
难点:中高浓度有机废气处理解决方案:使用催化燃烧法(RCO)或蓄热式燃烧法(RTO),利用催化剂在较低温度下氧化分解有机物
难点:含硫、含氮等恶臭成分废气解决方案:组合工艺,如生物滴滤塔专门培养针对硫化物的菌种,活性炭吸附作为末端保障
废水处理难点与解决方案:
难点:含重金属离子和难降解有机物解决方案:采用"混凝沉淀+生物处理+膜分离"组合工艺,实现重金属和有机物的深度去除
难点:水质水量波动大解决方案:设置调节池进行水质水量调节,确保后续处理稳定
粉尘处理难点与解决方案:
难点:含重金属粉尘处理解决方案:采用机械过滤器、静电除尘器或湿式洗涤器进行预处理,保护后续处理设备
难点:颗粒物与气体共存的复杂废气解决方案:文丘里洗涤器处理,虽然能耗相对较高,但能有效捕集微小颗粒
三、经典案例详解
案例一:华东某大型PVC电缆生产企业
背景与难点:华东地区一家专业生产PVC绝缘电缆的大型企业,拥有多条全自动生产线,年产能超过10万公里。随着环保标准提高,企业原有简单的活性炭吸附装置已无法满足排放要求。废气主要来源于PVC挤出工序,主要污染物包括氯化氢、增塑剂(邻苯二甲酸酯类)挥发物以及少量PVC粉尘。废气特点是大风量(约80000m³/h)、低浓度(非甲烷总烃约150mg/m³)、含腐蚀性成分且气量波动大。处理难点在于高效去除有机物的同时要解决氯化氢腐蚀问题,并且控制运行成本。
处理工艺与设备:该企业最终采用"碱洗塔+干式过滤器+RTO+二级碱洗"的组合工艺。碱洗塔首先去除氯化氢并降温;干式过滤器捕集微小颗粒保护RTO;RTO作为核心设备分解有机物;二级碱洗确保酸性物质完全去除。系统设计处理能力为90000m³/h,RTO热效率达95%。
设备优势与处理效果:RTO(蓄热式热力氧化装置)处理效率通常可达95%以上,适合处理大风量、中低浓度废气,虽然初期投资较高,但长期运行能耗较低。碱洗塔采用耐腐蚀材料设计,能有效去除氯化氢等酸性气体。系统运行后,经第三方检测,非甲烷总烃排放浓度稳定在20mg/m³以下,氯化氢排放浓度低于5mg/m³,均优于地方排放标准。
经济效益:虽然初期投资较大,但RTO热能回用每年可节省天然气费用约60万元。该案例表明,针对含腐蚀性成分的有机废气,合理的工艺组合和材料选择是成功关键,热能回收可显著降低运行成本。企业顺利通过环保验收,避免了因排放不达标带来的罚款和停产风险。
案例二:华东某特种电缆制造企业
背景与难点:华东地区某大型特种电缆制造企业主要生产军用级氟塑料绝缘电缆和耐高温硅橡胶电缆,面临含氟、含硅有机废气处理难题。废气主要来源于三条氟塑料挤出线和两条橡胶硫化生产线,含有四氟乙烯、六氟丙烯等含氟有机物,硅氧烷类物质,以及少量HCl和HF。废气特点是温度高(120-180℃)、含腐蚀性成分、部分有机物难降解。处理难点在于既要高效去除VOCs,又要解决氟化物腐蚀问题,同时控制二噁英类物质的生成。
处理工艺与设备:该企业采用"急冷塔+碱洗塔+RTO(特殊防腐型)+HF专项洗涤"的组合工艺。急冷塔将废气迅速降温至70℃以下,防止二噁英合成;碱洗塔去除大部分HCl和HF;特殊设计的RTO采用耐氟腐蚀材料和专用催化剂,主炉温度控制在850℃确保有机物充分分解;最后一级HF洗涤塔确保氟化物达标。
设备优势与处理效果:该系统采用特殊防腐型RTO设备,有效解决了含氟废气对设备的腐蚀问题,同时通过急冷塔防止了二噁英的生成。系统运行后,VOCs去除率达到98.5%,氟化物排放浓度低于1mg/m³,二噁英排放量远低于国家标准限值。系统运行稳定,自动化程度高,基本实现了无人值守。
经济效益:该案例成功解决了特种电缆行业含氟废气处理难题,为同类企业提供了宝贵经验。系统虽然初期投资较高,但运行稳定可靠,维护成本合理,解决了企业长期面临的环保难题,为企业持续发展扫清了障碍,避免了因环保处罚带来的经济损失。
四、行业趋势与总结
随着环保要求日益严格和技术的不断进步,电线电缆废气处理领域正朝着高效化、集成化、资源化方向发展。一体化处理技术越来越受到青睐,能够同时处理多种污染物,减少设备占地面积和投资成本。智能化控制系统逐渐成为标配,通过实时监测和自动调节,确保处理效果稳定并优化能耗。
节能型技术是另一个重要发展方向,如热泵辅助的废气处理系统、余热回收利用装置等,可显著降低运行成本。新型材料的应用也在推动技术进步,如高效催化剂、疏水性吸附剂等,提高了处理效率和适用范围。
未来,电线电缆行业将更加重视废气处理技术的创新和应用。源头控制与末端治理相结合的综合解决方案,将成为行业的主流选择。企业需要根据自身特点,选择最适合的技术路线,实现经济效益与环境效益的双赢。
通过以上案例可见,针对电线电缆厂废气、废水、粉尘的治理,关键在于根据废气成分、浓度、排放特点等因素,量身定制组合工艺,合理选择设备,并注重运行成本和维护难度的平衡。只有这样,才能在满足环保要求的同时,实现企业的可持续发展。