原创 涂料厂废水处理案例|涂料厂废气处理方法|涂料厂粉尘怎么处理







涂料厂三废综合分析与处理解决方案
一、涂料厂三废来源行业
涂料厂生产过程中产生的废水、废气、粉尘不仅来源于涂料制造本身,还涉及下游应用行业:
涂料制造本行业:树脂合成、颜料分散、调漆、罐装清洗等核心工序。
下游应用行业:
汽车制造业:喷涂车间产生喷漆废气、水帘柜废水
家具制造业:木材喷涂产生的VOCs废气及漆渣
建筑装饰业:内外墙涂料施工产生的喷雾粉尘和溶剂挥发
船舶制造业:大型喷涂作业产生的有机废气及固体废物
金属制品业:工业防腐涂装产生的喷涂废气
二、三废特点与危害
废水特点与危害:
废气特点与危害:
涂料废气主要包括挥发性有机物(VOCs,如苯系物、酯类、酮类)和恶臭气体。这些废气具有刺激性气味,部分具有毒性,长期接触可引起呼吸系统疾病;VOCs还是光化学烟雾和PM2.5的前体物,对环境空气质量造成严重影响。
粉尘特点与危害:
主要来自颜料、填料(如钛白粉、碳酸钙)的输送、配料和投料过程。粉尘颗粒细小(多为PM2.5-PM10),易在空气中长时间悬浮,导致生产环境恶劣,引发尘肺病等职业病;某些有机粉尘还有爆炸风险。
三、处理难点与针对性解决方案
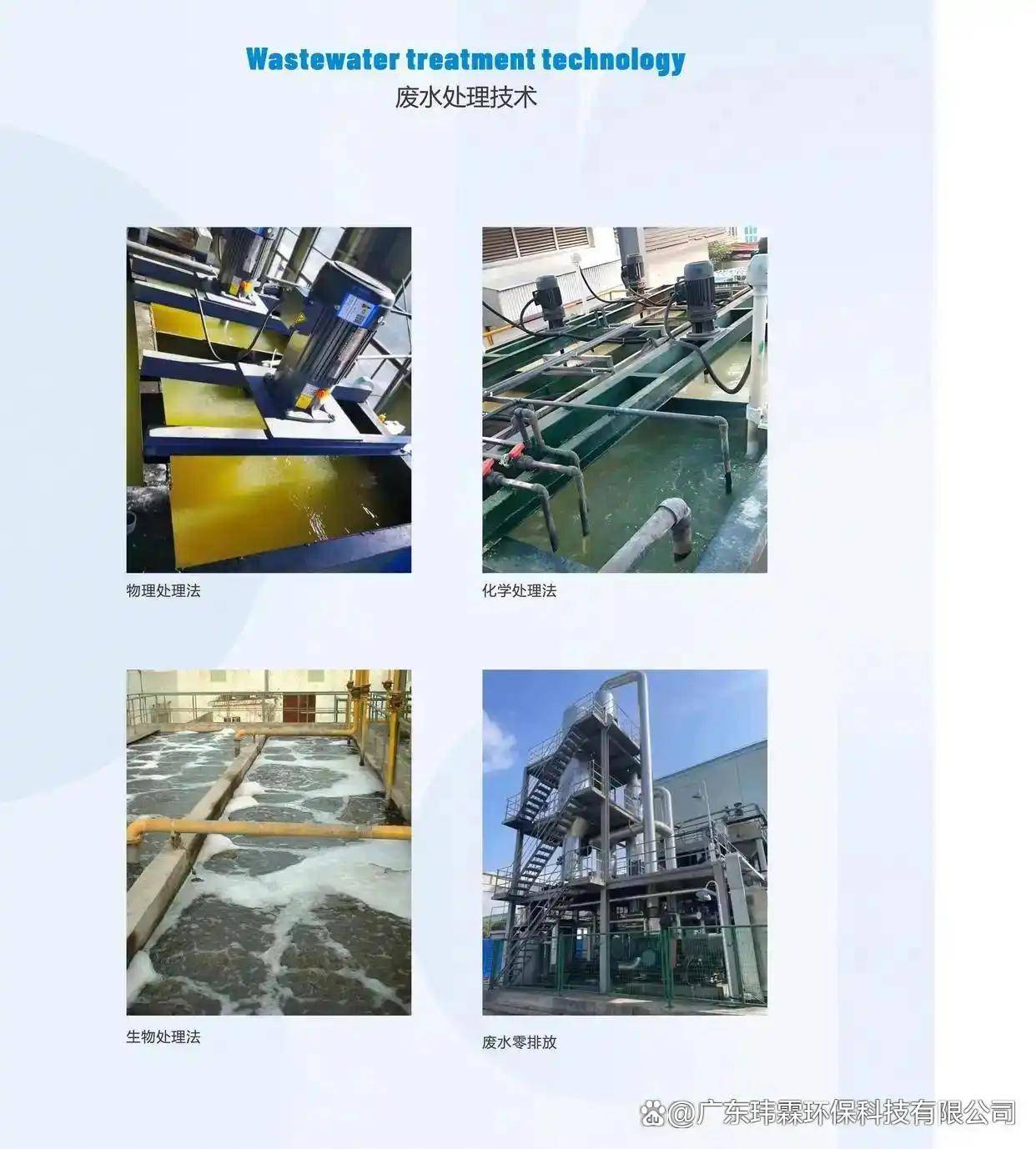
废水处理难点与方案:
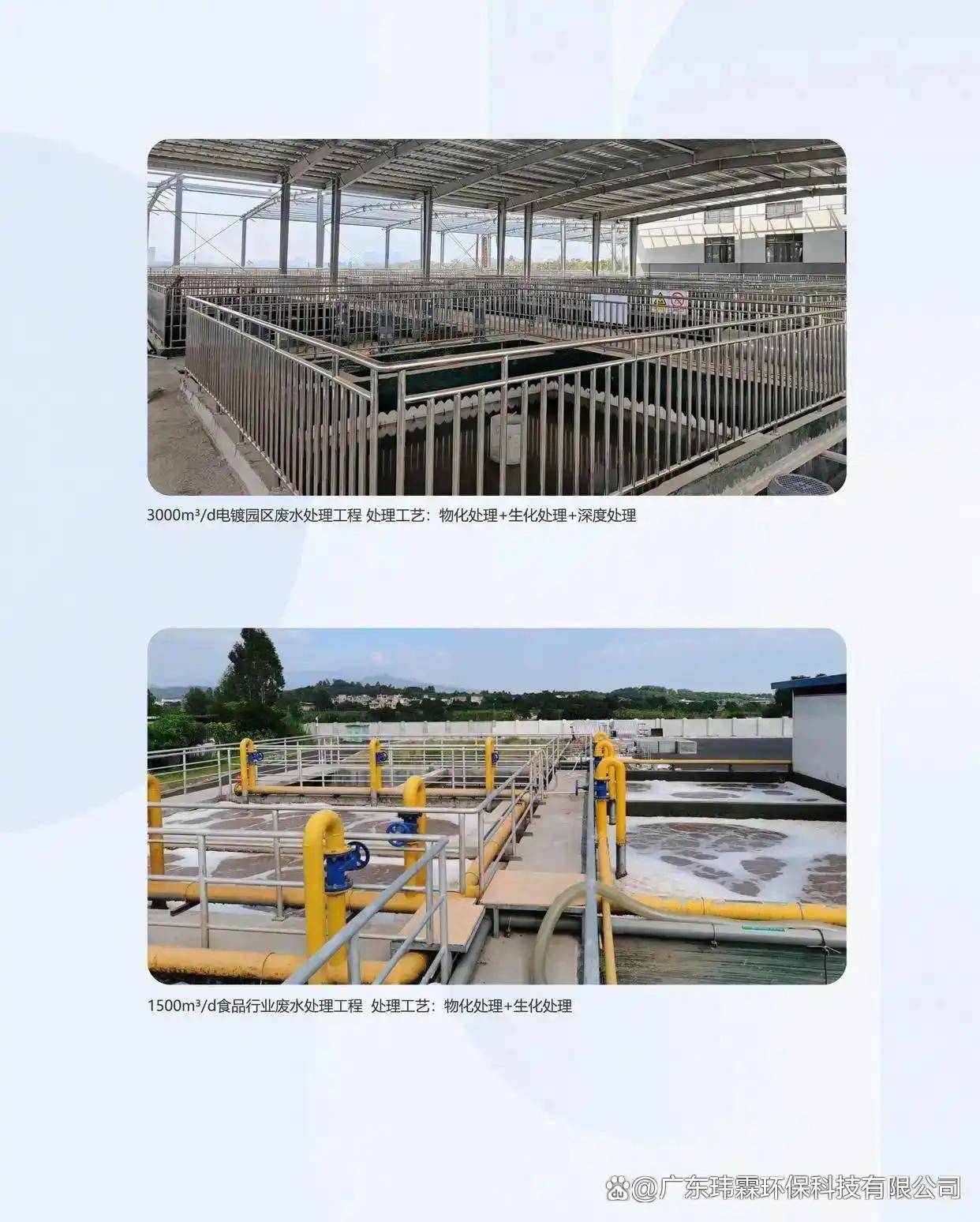
难点在于成分复杂、毒性大、可生化性差。解决方案采用“物化预处理+生化处理+深度处理”组合工艺。预处理包括混凝沉淀、气浮去除悬浮物和部分COD;生化处理采用水解酸化+接触氧化法提高可生化性;深度处理采用臭氧氧化或活性炭吸附确保达标排放。
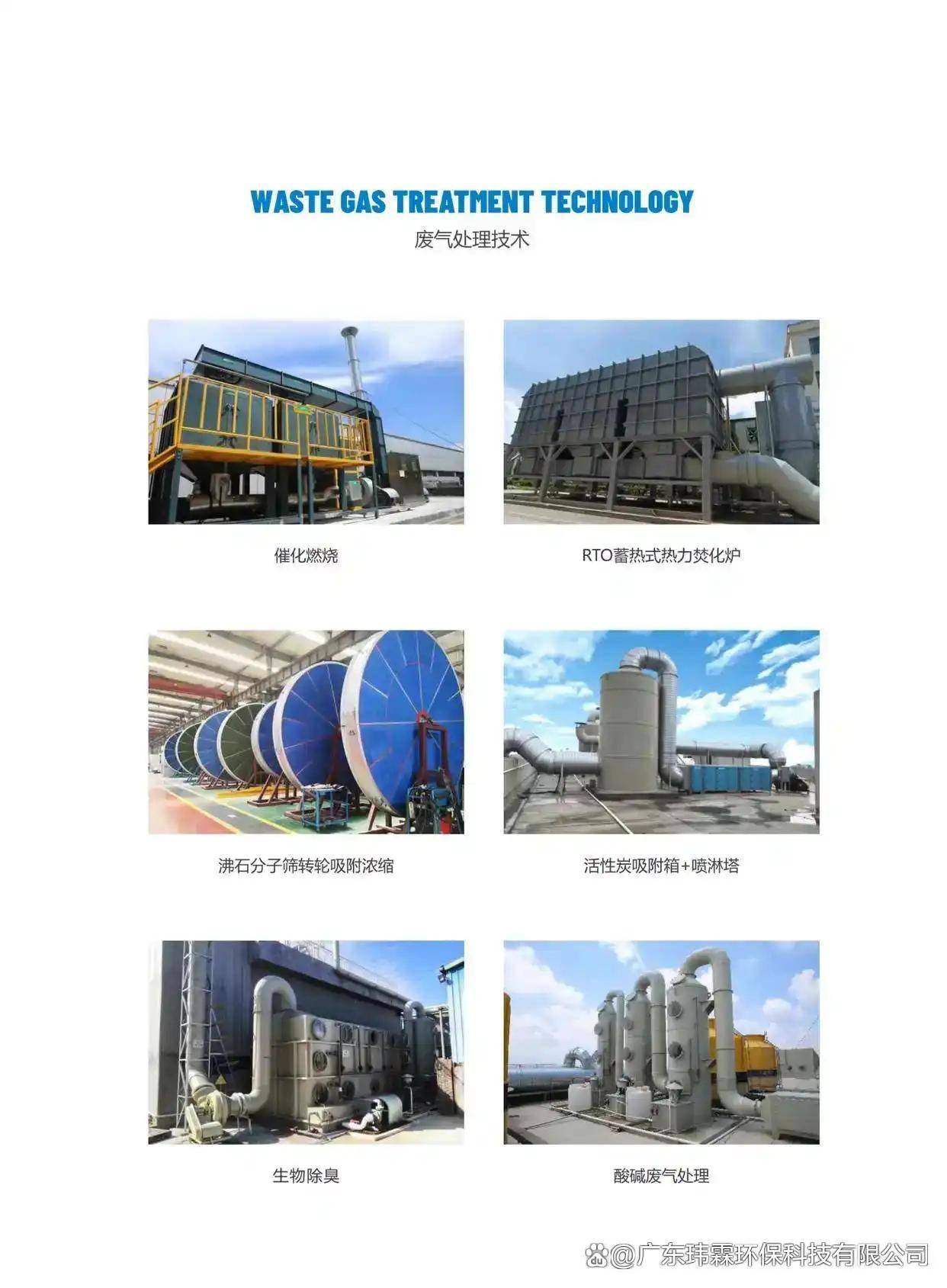
废气处理难点与方案:
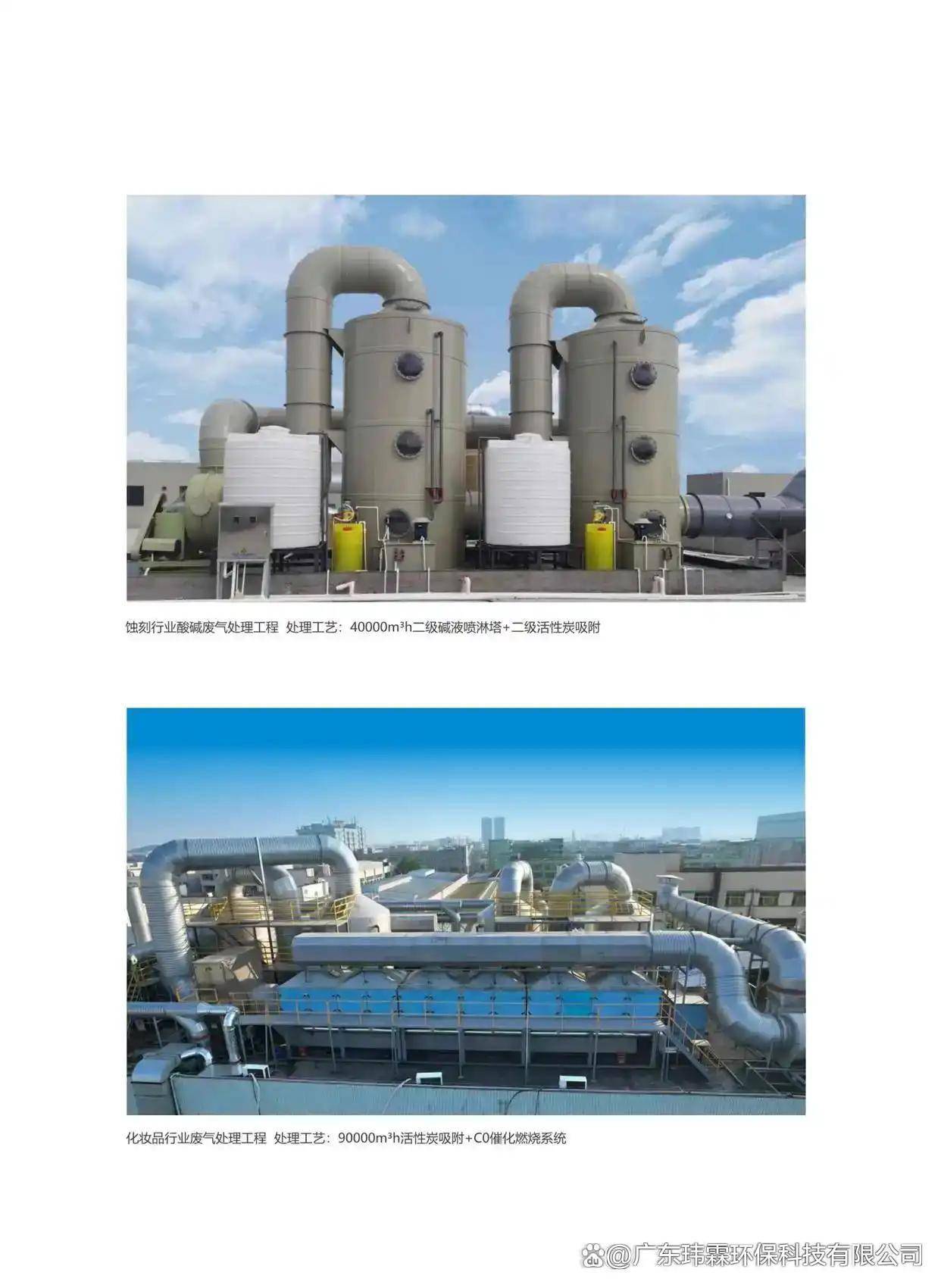
难点在于VOCs浓度波动大、成分复杂、处理要求高。针对中高浓度废气(>2000mg/m³),采用蓄热式燃烧(RTO)或催化燃烧(RCO)技术,净化效率可达95%以上;针对低浓度大风量废气,采用吸附浓缩+燃烧组合工艺,降低运行成本。
粉尘处理难点与方案:
难点在于粉尘粒径小、易逸散、有爆炸风险。解决方案采用源头控制+高效除尘设备。对于投料、破碎工序采用密闭罩+负压收集;选择防爆型布袋除尘器或滤筒除尘器,过滤精度可达0.3μm,排放浓度低于10mg/m³;系统配套泄爆、抑爆安全装置。
四、经典处理案例详解
案例一:华东某大型水性涂料厂三废综合治理项目
项目背景:
该企业年产水性涂料5万吨,生产过程中产生树脂合成废水、设备清洗废水和投料粉尘、工艺废气。原有处理设施陈旧,无法满足日益严格的环保要求。
处理工艺与设备:
废水处理系统:
采用“调节池+混凝气浮+水解酸化+MBR膜生物反应器+臭氧催化氧化”组合工艺
MBR系统选用PVDF中空纤维膜,孔径0.1μm,取代传统二沉池
臭氧催化氧化塔采用稀土催化剂,提高羟基自由基生成效率
废气处理系统:
对配料、分散工序产生的低浓度VOCs,采用“沸石转轮吸附浓缩+RTO燃烧”工艺
沸石转轮浓缩比达15:1,将大风量低浓度废气转为小风量高浓度气体
RTO炉采用三室设计,热回收效率达95%
粉尘处理系统:
粉料投料站采用全密闭设计,配套脉冲防爆布袋除尘器
除尘器滤料采用防静电覆膜涤纶针刺毡,表面过滤效率达99.99%
设备优点说明:
MBR膜生物反应器占地面积小,污泥浓度高,出水水质稳定
沸石转轮对湿度适应性好,不易被水分子占据吸附位点
防爆除尘器设置压差传感器和温度监控,实现自动安全保护
处理效果:
废水COD从平均8000mg/L降至50mg/L以下
VOCs排放浓度从120mg/m³降至15mg/m³,去除率97.5%
粉尘排放浓度从50mg/m³降至5mg/m³以下
年减少VOCs排放约85吨,减少废水污染物排放约120吨
企业效益:
环保合规,避免每年约300万元的环保处罚风险
资源回收:RTO余热年产蒸汽约5000吨,价值80万元
水回用率提升至60%,年节约新鲜用水12万吨
获得省级绿色工厂称号,享受环保税减免政策
案例二:华南某汽车漆生产基地废气深度治理项目
项目背景:
该企业主要生产高端汽车涂料,树脂合成工序产生高浓度有机废气,成分复杂,含苯系物、酯类、醛类等多种VOCs。
处理工艺:
针对高浓度废气特点,采用“预处理+RCO催化燃烧”工艺路线。废气先经过碱洗塔去除酸性气体,再经除雾器进入活性炭吸附箱进行缓冲均质,最后进入RCO系统进行催化氧化。
关键技术设备:
RCO催化燃烧装置:
采用贵金属铂钯催化剂,起燃温度低至250℃(比直接燃烧低300℃)
换热器采用板翅式结构,热回收效率达90%
催化剂模块化设计,可单独更换,降低维护成本
智能控制系统:
根据废气浓度自动调节燃烧温度,浓度高时补充燃料少
设置在线VOCs监测仪,数据实时上传环保部门平台
安全联锁:温度异常自动开启紧急排放阀,注入惰性气体
设备优点:
催化燃烧相比直接燃烧节能40%以上
催化剂寿命长达3-5年,运行成本可控
全自动化运行,每班仅需1人巡检
处理效果:
非甲烷总烃去除率≥98%
苯系物去除率≥99%
年处理VOCs总量约220吨
企业效益:
解决了长期困扰企业的异味投诉问题,改善社区关系
获得重点行业VOCs深度治理补贴150万元
通过碳交易机制,年减排CO2当量约5500吨,创造碳汇收益
生产环境改善,员工职业病风险降低,招聘吸引力增强
案例三:华北某工业涂料厂粉尘综合治理案例
项目背景:
该企业以生产防腐工业涂料为主,大量使用钛白粉、滑石粉等高细度颜料,投料和包装工序粉尘污染严重,车间能见度低,员工抱怨大。
处理方案:
采用“源头密闭+分段收集+集中处理”的粉尘治理模式。将全厂粉尘点分为投料区、研磨区、包装区三个系统,分别收集后汇入中央除尘系统。
核心设备配置:
智能投料站:
吨袋卸料站配备双气缸密封装置,卸料时完全密闭
小料投料口设软帘遮挡和局部负压抽风
设置物料管位检测,自动启停除尘风机
集中除尘系统:
主除尘器采用滤筒式,过滤面积1200㎡
滤材选用纳米覆膜聚酯纤维,表面光滑不粘粉
清灰采用压差控制+定时双重模式,压缩空气耗量节省30%
粉尘回收系统:
收集的粉尘经旋转阀连续排出,通过正压输送返回工艺
设置金属探测器,防止异物进入生产系统
回收利用率达95%以上
系统优点:
分段收集减少风量需求,风机功率从原设计的110kW降至75kW
滤筒除尘器体积仅为传统布袋除尘器的1/3,节省安装空间
智能控制系统根据生产节奏调整风机转速,节能显著
处理效果:
车间粉尘浓度从15mg/m³降至1mg/m³以下
排放口粉尘浓度<5mg/m³,远低于20mg/m³的国家标准
年回收颜料粉尘约120吨,价值60万元
设备噪声从85dB降至75dB以下
企业效益:
生产损耗降低2.3%,年直接经济效益超100万元
通过6S现场管理认证,获得大客户额外订单
员工离职率从18%降至7%,减少招聘培训成本
火灾爆炸保险费用降低30%
五、总结与建议
涂料厂三废治理已从单纯的末端处理转向全过程控制。通过上述案例可以看出,成功的治理项目需要遵循以下原则:
技术选择匹配性:根据三废具体特性选择最适合的工艺组合,避免“一刀切”。
系统集成思维:将三废治理与生产过程、能源利用、资源回收有机结合。
智能控制升级:利用物联网技术实现治理设施的精细化、智能化运行。
经济效益平衡:在环保达标的前提下,充分考虑运行成本和资源回收价值。
未来趋势显示,涂料行业的三废治理正朝着“资源化、能源化、低碳化”方向发展。企业应将环保治理视为转型升级的契机,通过先进的三废处理技术,不仅实现合规排放,更能提升资源效率,降低综合成本,增强市场竞争力,最终实现环境保护与经济效益的双赢局面。