矿用防护钢筋网片加工-双优矿山机械

矿用防护钢筋网片加工技术与质量控制
矿用防护钢筋网片是矿山巷道支护、边坡防护的重要安全材料,其加工质量直接影响矿井作业安全。本加工流程涵盖选材、焊接、表面处理等环节,需严格遵循《煤矿井下用钢筋网片》等行业标准。
一、原材料选择
选用HRB400或更高强度热轧带肋钢筋,直径范围6-12mm,屈服强度≥400MPa。进厂材料需附带质量证明书,并抽样进行拉伸、弯曲试验,确保延伸率≥16%,冷弯180°无裂纹。钢筋表面不得有油污、锈蚀层超过0.2mm。
二、精密加工工艺
1. 钢筋预处理:采用数控调直切断机处理,长度误差≤±2mm,直线度偏差≤1mm/m
2. 自动化焊接:使用GWC-1500型电阻焊网机,电极压力调节至3-5kN,焊接电流8000-12000A,确保焊点抗剪力≥1.5倍钢筋屈服强度
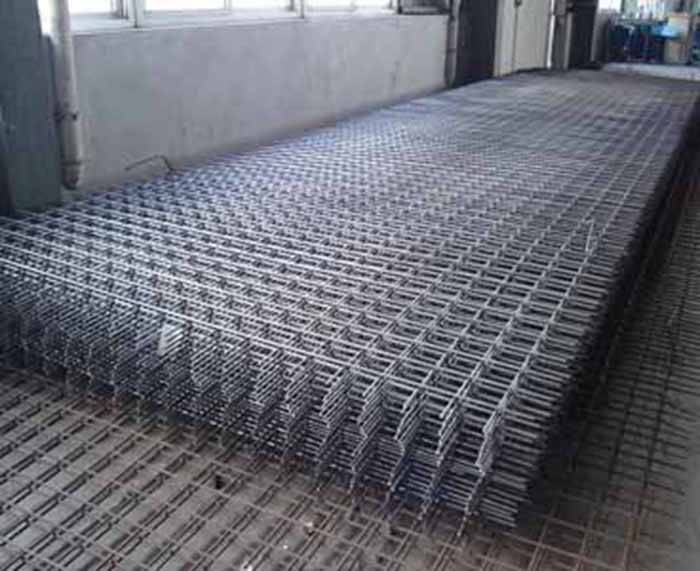
3. 网片成型:标准网格尺寸100×100mm或150×150mm,对角线偏差≤±5mm,边缘需折边处理形成15mm加强边
三、表面防腐处理
热浸镀锌层厚度≥85μm,锌锭纯度99.995%,浸锌温度控制在445-455℃。镀后网片进行硫酸铜试验(4次浸渍不露铁),盐雾试验≥600小时无红锈。
四、质量检测体系
建立三级检验制度:①工序自检(每班抽检10%);②专检(尺寸全检,强度抽检3%);③第三方验证(每批次送检抗冲击、疲劳试验)。配备2000kN试验机、金相显微镜等检测设备,确保焊点合格率≥99.5%。
本工艺采用PLC控制生产线,日产能达2000㎡,产品寿命可达15年以上。加工过程中需特别注意焊接参数动态调整,及时更换电极头(每5000焊点更换),保持生产环境湿度≤60%。成品网片按GB/T1499.3标准包装,每捆标注生产批号及检验标识。
通过标准化作业流程和全过程质量监控,可有效提升矿用防护网片的抗冲击性能(≥50kJ/㎡)和整体稳定性,为矿山安全生产提供可靠保障。